
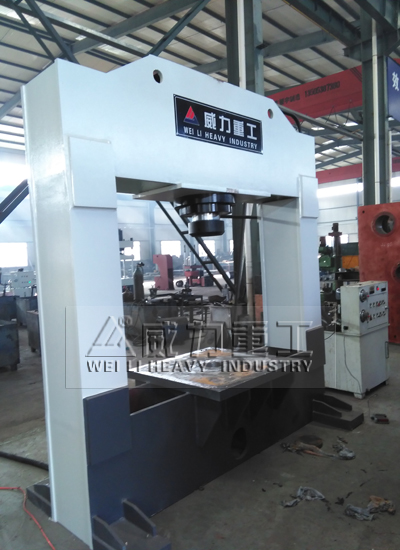
200噸龍門油壓機車間實物拍攝
一、200噸龍門油壓機機器性能及結(jié)構(gòu)概述
1、液壓機采用龍門式整體結(jié)構(gòu)形式。機身采用Q235鋼板CO2氣體保護焊焊接。機身的工作臺開有“T”型槽,便于模具安裝和固定。
2、工作臺板,滑塊采用鋼板焊接結(jié)構(gòu),底平面開有“T”型槽,通過四根導向柱導向。導向柱的外表面鍍鉻。
3、主噸位由單缸實現(xiàn),油缸及活塞桿采用優(yōu)質(zhì)45#鋼,活塞桿經(jīng)中頻淬火后表面鍍鉻,不易拉傷和生銹;油缸采用優(yōu)質(zhì)密封圈密封,確保密封性能可靠。
4、液壓系統(tǒng)的油箱布置于機身內(nèi),以減少機器的占地面積,外觀簡潔美觀。

200噸龍門油壓機外觀圖
二、液壓控制系統(tǒng)
1、液壓系統(tǒng)裝置布置在機身左部。
2、液壓機操作方式。壓機設(shè)有點動、半自動操作方式。
200噸龍門油壓機調(diào)試拍攝
三、電氣控制系統(tǒng)
1、液壓系統(tǒng)裝置布置在機身內(nèi)部。
2、液壓機操作方式。壓機設(shè)有點動、半自動操作方式。

龍門油壓機電器柜(右側(cè))
四、設(shè)備安全保護措施
1.急停按鈕。當機器發(fā)生異常時,按急停按鈕壓機工作全部停止。
2.超載保護。液壓系統(tǒng)中設(shè)有液壓安全閥,確保壓機不會超載。
五、200噸龍門油壓機技術(shù)參數(shù)
|
技術(shù)參數(shù) |
20T |
40T |
60T |
YW22-200T |
|
公稱壓力 |
200 |
400 |
600 |
2000 |
|
系統(tǒng)壓力 |
25 |
25 |
25 |
25 |
|
活塞桿行程 |
200 |
200 |
400 |
500 |
|
開口高度 |
400 |
400 |
600 |
800 |
|
工作臺尺寸 |
400×300 |
500×400 |
500×350 |
1000×500 |
|
電機功率 |
2.2 |
3 |
5.5 |
7.5 |
|
|
|
|
|
|

工作臺面為700x700的200噸龍門油壓機
六、200噸龍門油壓機安裝要點:
(1)機座安裝要保證兩機座的坐標位置,相對標高和縱、橫向水平度應達到安裝規(guī)范的要求。
(2)大型龍門液壓機的上、下橫梁和活動橫梁,因其重量和外形尺寸都很大,難于整體制造(焊接結(jié)構(gòu)除外),常被分成幾塊制造,用大型螺栓熱裝拼成整體。螺栓受熱伸長后,按要求再將螺母旋緊一個角度。對多根螺栓要做到熱裝順序合理并達到相同緊度。
(3)下橫梁吊裝就位后,用專用吊具直立吊起立柱并穿入下橫梁的孔中,用緊固立柱的下橫梁上、下螺母調(diào)整下橫梁的水平度和標高。用框架式水平儀或掛線錘方法測量立柱的垂直度。同時調(diào)整立柱間的對角線。
(4)吊起活動橫梁,從立柱頂端套入,導套的偏心面應對準活動橫梁的對角線;有球面導套者,球面應接觸均勻。
(5)安裝主柱塞和工作缸時,應達到柱塞端面與活動橫梁上平面接觸嚴密;如為鉸接者,其球面支承座與橫梁的接觸應良好。
(6)立柱上端預先旋入螺母,吊起上橫梁從立柱端套入并放于螺母上,借助螺母調(diào)整上橫梁的水平度和標高。立柱螺母端面與上、下橫梁平面應接觸良好,必要時用著色刮研法消除接觸缺陷。
(7)液壓機的立柱預緊,通常采用加熱預緊和超壓預緊兩種方法。采用加熱預緊時,其加熱溫度和螺母的旋轉(zhuǎn)角度應通過計算得出;采用超壓預緊時,其壓力應為液壓機額定壓力的1.25倍。

龍門油壓機生產(chǎn)廠家場景